Use your new Delta SkyMiles® American Reserve Express Card to make $6,000 in purchases within their first 6 months of Card Membership and get a 95,000 mile bonus! Get yours now!
On January 10, 2011, my sales representative left me at the Pensacola airport and headed home to Birmingham, Alabama to hunker down. This sales trip was scheduled for Mobile, Opelika, and Montgomery then onto the Atlanta area for the last half of the week.
At 9:00 am, I reported in. My boss refused to let me buy a same-day ticket and abandon my trip as the ice storm started crossing into Alabama and Georgia. I was ordered to keep the rest of my itinerary and get to Atlanta.
I rented a car and headed up towards I-65 on the US highways. It was starting to freeze and the roads were slippery. I watched the groups of truckers tracking in in each other’s ruts. I fell in behind one of them, at a respectful distance. I understood that they would set the safest pace, and while my tires didn’t track perfectly in their ruts, I had two wheels in a good place in the lane.
I drove the next 250 miles moving from I-65 to I-85 in Montgomery, Alabama, and was approaching the Atlanta area near sundown. I found an Atlanta radio station carrying the traffic report, and it warned of gridlock conditions on the beltway and in downtown. I exited I-85 10 miles short of the beltway and connected with to US 29 to US 41 to US 19 and then up to Sandy Springs.
At 8:00 pm, my sales rep was quite clear to me that no one was going to be in the office for the next several days and I should just find a hotel. Sandy Springs and Five-Points were all booked. Hilton, Marriott, Holiday Inn, Motel 6, all booked. I called home for internet help.
With help, I was able to book an independent motel room, unfortunately near the airport. At 11:00 pm I checked into the Regency Inn, a pretty humble place, but it was warm, clean, and it had a bed.
The next day I turned in the car at the airport, found a better hotel near a MARTA station where I settled in for the next few days until I could take my regularly scheduled flight home on Friday, January 14th.
I have as much bad-weather winter driving experience as anyone could want. Growing up in the Upper Peninsula of Michigan, going to college at Michigan Tech, in Houghton, Michigan, visiting Ogden, Utah grandparents by car over the continental divide on I-90, and now this experience gave me more than my share. During that week, I had plenty of time to reconsider whether it was worth it to risk my life like that for a job.
It’s a privilege to finish a career in water and have the opportunity to move on to the next chapter. As I do, I want to thank the people and organizations that came to me with challenges that we’ve solved together. Michigan Technological University opened a new world for me. There Dr., John C. Crittenden and Dr. David W. Hand saw my potential and, with funding from EPA, invited me to join in the challenge to take all the pollutants out of the environment that my chemical engineering peers had put into it. 35 years later, I am astounded how they set me on a path that would take me across the globe, across the periodic table, and through the list of most every synthetic organic contaminating our environment.
Minnesota Communities – Thank You!
I’d like to thank the Minnesota Cities of St. Louis Park, Hutchinson, Mankato, as well as the communities of Minneapolis, Brooklyn Center, Eden Prairie, Grand Rapids, Hibbing, Le Sueur, Northfield, New Ulm, Stillwater, St. Cloud and St. Peter and the Mille Lacs Band of Ojibwe (ML Wastewater Management) for purchasing technology through me or hiring me to improve the quality of life or improving the sustainability and resilience of your communities.
Minnesota, National and UK Agencies – Thank You!
I would like to thank the Minnesota agencies of the Metropolitan Council Environmental Services, Department of Transportation and Department of Military Affairs for their patronage, and thank the Department of Health, and Pollution Control Agency for decades of collaboration.
Nationally, the experience from serving the United States Departments of Air Force, Army, Navy, Energy, and EPA has been stellar, and I’ve valued the opportunity to serve the Department of Justice and to bring new technology to the United Kingdom with permission of Her Majesty’s Inspectorate of Pollution.
Communities in Wisconsin, Florida, Connecticut, across the United States, and overseas – Thank You!
My thanks goes out to other communities where I have had the opportunity to help deliver technology to solve their environmental problems or make them more efficient and resilient:
Aiken South Carolina, American Bottoms Treatment Plant Illinois, Ames Iowa, Augusta County Virginia, Bedford Heights Ohio, Boynton Beach Florida, Burlington North Carolina, Cape Fear North Carolina, Cedar Rapids Iowa, Chicago MWRD Illinois, Chocowinity North Carolina, Cincinnati Ohio, Clearwater Florida, Collier County Florida, Columbus Ohio, Council Bluffs Iowa, Creston Iowa, Cross City Florida, El Paso Texas, Davie Florida, Estes Park Colorado, Fayette County Georgia, Fountain Hills Arizona, Gautier Mississippi, Great Lakes Water Authority and it predecessors, Greenville North Carolina, Highland Park Illinois, Holland Michigan, Hollywood Florida, Indianapolis Indiana, Jessup Maryland, Kalamazoo Michigan, Lake Zurich Illinois, Lantana Florida, Lathrop California, Los Angeles County California, Los Angeles Department of Water and Power, Medina Ohio, Miami-Dade County Florida, Mobile County Alabama, Morehead City North Carolina, Mount Holly New Jersey, North Olmsted Ohio, Oakland County Michigan, Palm Beach County Florida, Passaic Valley Sewerage Commission, Pembroke Pines Florida, Purcellville Virginia, Sarasota County Florida, Seminole County Florida, Sioux Falls South Dakota, Toho County Florida, Vernon Connecticut, Wayne Water Districts North Carolina, West Salem Ohio, White Pine Tennessee, Yorkshire Water UK.
Companies and Industries Served – Thank You!
I would also like to thank the companies and industries that came to me to improve their water management, sustainability and resilience: 3M, ABB Lummus Crest, Air Liquide, Alcan Canada, Alpha Cellulose, Amoco, Arco, Bharat Petroleum Corporation LTD India, Blandin Paper, BNSF, BOC Gasses, Boise Cascade, Bostik, BP America, C.S. McCrossan, Canadian Pacific, Cargill Foods, Champion, Chiquita, Computing Devices International, Dairyland Power, Dakota Barge, Darling Ingredients, Dead Sea Bromine, Deere, Doe Run Company, DOFASCO, Dupont, Eastman Kodak, Edward Kramer Sons, Esso Canada, Exxon, Fabricom Belgium, Flint Hills Resources and Koch Industries, Fort Howard Paper, Frigidaire, Froedtert Malt, GlaxoSmithKline, Graco, H B Fuller, Hach Company, Hawkins, Hennepin Paper, Hickson Welch UK, Honeywell, Hurd Millwork, ICI Americas, International Dioxide, Johnson Controls, Kennecott, Lake Superior Paper Industries, Larsen Toubro India, Lignotech, Lombardia Italy, Madison Gas Electric, Marathon Ashland, Merck, Minnesota Beet Sugar Cooperative, Minnesota Explosives, Minnesota Malting, Allete – Minnesota Power, Minntech, Monsanto, Mosaic, Nalco Div of Ecolab, Nature Energy, Niigata Japan, NKT Denmark, North Star Steel, Northshore Mining, Novartis, NRG Energy, Xcel Energy, Nucor Iron Carbide Trinidad, Outokumpu Ecoenergy Finland, Pall Gelman Sciences, Phillips 66, Rahr Malting, Rhône-Poulenc, Rockwell Automation, Rockwell Avionics, Rohm Haas Company, Sheldahl, Sterling Organics UK, Superior Recycled Fiber Industries, Taiwan Union Chemical Laboratories, Tampa Electric, Tenant Company, Tennessee Eastman, UOP, Upjohn Div. or Pfizer, Veolia, Virchow Krause, Vulcan Chemicals, Waste Management, Westinghouse Hanford, Westinghouse NSP Cottage Grove, WestRock, Wisconsin Electric.
We understood undergraduate hunger. Campus had 3,000 dormitory students normally up until 1 or 2 am and a food service that closed down tight at 6 pm. Hunger was going to happen. Eating was going to happen.
The sound of three thousand rumbling stomachs was the sound of opportunity.
My university club needed a fundraiser, and we convinced a local grocer to let us have his grocery store deli after hours. The grocer asked us to keep inventory of what we used and he would donate it to our cause.
We wanted to provide a fast food fix. We decided that the simplest approach was a sub sandwich. We chose ham and cheese, beef and cheese, turkey and cheese, no subsitutions. We could price it compellingly since our ingredients and labor were donated. We limited open hours from 9 pm to midnight, Thursday, Friday, Saturday. We put up ads on Tuesday.
Thursday evening, we prepared a set of coolers filled with subs and stationed a car in a lot central to all the dorms. 9:00 pm came. The phones started ringing. The deli would take the call, radio town to the waiting car (yes a while back) and the dorm team would deliver subs to the doorstep.
Our delivery time was 2-4 minutes from the call. The customers were shocked, delighted…hooked.
Friday came and the business was four times Thursdays, we added people at the deli, added a runner car to do nothing but run coolers of subs down to campus.
Saturday came and we added a second runner car. We marked our count on a sheet but didn’t have time to look at it until it was over on Saturday.
350 subs on Weekend 1. Weekend 2 was 750 subs. Weekend 3 was 1,300. Weekend 4 hit almost 2,000 subs.
We had blown past our goal in Weekend 2, but kept going to see where it would go. We were tired, had seen way too much of each other, and with homework starting to suffer we decided that we were going to call it quits.
On Monday, following Weekend 4, walked into the student council office. Oh, I was also a sophomore representative in the student government. The student body president, we will call him Wayne, was on the phone with a rather angry vice president of finance and operations.
Wayne repeated the comments – the local sub shops and the local pizza shops were seeing a fraction of their normal business. Someone was running an unlicensed food business on campus and it had to stop.
The student body president held my eye as he was repeating this. I scribbled a note to him quickly with the words “WE QUIT ON SATURDAY.” Wayne confidently assured the VP of Finance and Operations that he would personally see to it that it was stopped immediately. The call ended and Wayne held out his hand and congratulated my club for singlehandedly wiping out the sub and pizza business in town. Wayne also asked me to assure him that we’d not start it up again.
A catastrophic failure of a thermal wet oxidation process can occur if the safety interlocks for a no-flow condition are disabled, allowing the system to operate without slurry flow and continue to feed hot air. This condition can ignite organic solids in the heat exchangers and cause a fire and explosion.
Treatment processes often contain controls that monitor for unsafe conditions and prevent equipment from operating or will initiate a shut down sequence before property damage or injury to nearby staff can occur.
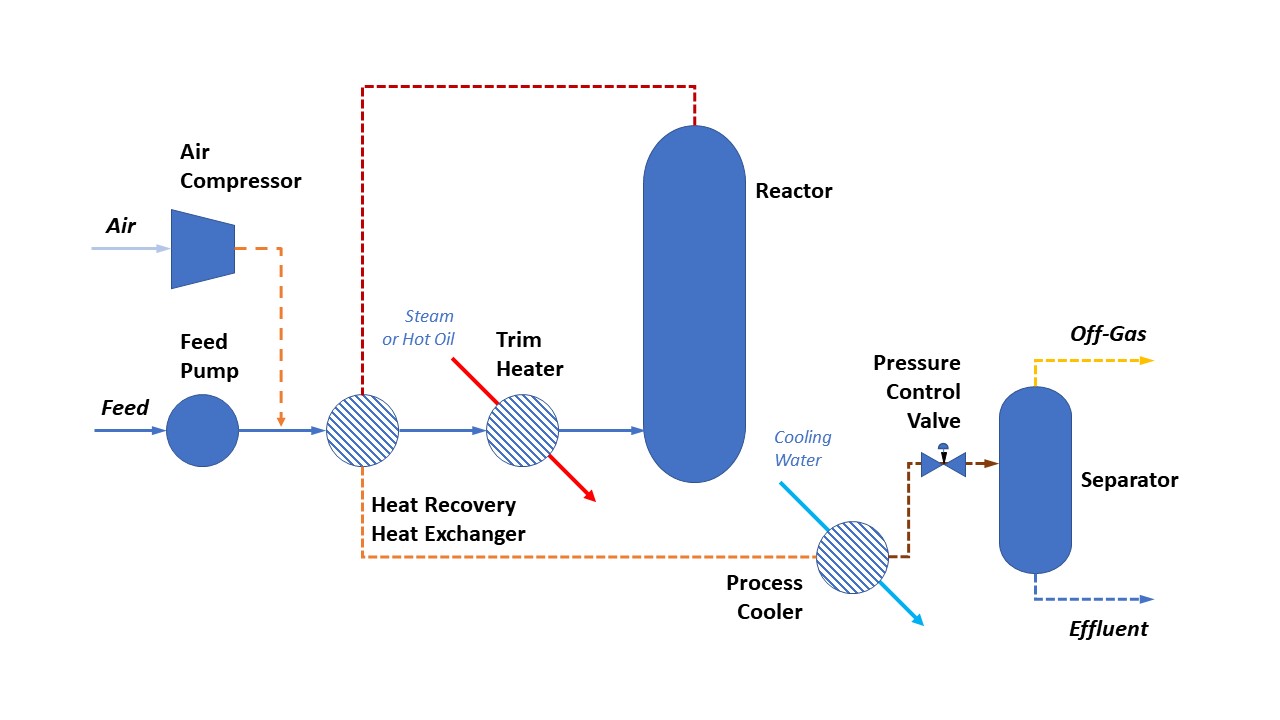
Figure 1 – Wet Air Oxidation Process Flow Diagram
The typical wet oxidation system (Figure 1) is a continuous process using rotary compressor and pump to compress the air (or oxygen) to the required operating pressure. The feed stream is introduced using two-chamber high pressure hydraulic-oil pumps with check valves and cylindrical sleeves. Double-pipe heat exchangers serve to recover energy from the reactor effluent and use it to preheat the feed/air mixture entering the reactor. Auxiliary energy, usually steam, is necessary for startup and can provide trim heat if required. The residence time in the reactor vessel is several hours at a temperature that enables the oxidation reactions to proceed. In some applications this can be total mineralization. The reactor is a bubble column; it is coupled after the heat exchanger with a separator for the separation of the effluent and the off-gases. Since the oxidation reactions are exothermic, sufficient energy may be released in the reactor to allow the wet oxidation system to operate without any additional heat input at or above COD > ~10,000 mg/L.
A facility received sanitary wastewater and a combined industrial waste from magnetic data memory medial production, a commercial hazardous waste treatment facility, and a pesticide and herbicide manufacturing facility. The corrosivity of the combined wastewater required that the wet air oxidation system used titanium piping and a titanium clad reactor vessel. Toxicity of the wastewater required combined biological and powdered activated carbon treatment (PACT). The excess collected sludges consisting of magnetic iron and chrome oxides, biosolids, and spent powdered activated carbon with adsorbed toxic compounds. Pilot testing had previously determined that operation at 450 degrees Fahrenheit and 700 psi detoxified materials or rendered them insoluble for removal.
Once running continuously, the organic material in the stream combines with 700 psi air and produces an exothermic reaction. This is possible because the partial pressure of oxygen is 147 psig (by contrast, the partial pressure of oxygen is 3.0 psi in our atmosphere at sea level) and the process recovers the heat in the effluent through heat exchange with the influent.
System startup requires on the feed pumps to a minimum pressure and flow, the external heaters, and then the air compressor online. Once the system begins generating heat, the external heaters automatically taper their heat input. Inexperienced operators will find that if the pressure or flow drops below the minimum level for a period of 10 seconds the system will shut off the air compressor and heater and bring the system offline.
At some point, the pressure safety interlocks were bypassed and the timer delay for flow was extended significantly. The feed pumps hydraulic sleeves failed, creating a no flow situation. Though the hydraulic oil system lost pressure, the check valves continued to flow from one chamber to the other sending a pressure “pulse” that reset the shut-off timer. The air compressors continued to feed compressed dry air through the feed line, drying the solids in the line. The heater continued to heat the solids in the presence of pressurized air. The solids ignited. The burning solids raised the pipe temperature above the softening point of titanium. The high pressure and temperature caused the pipe to bulge and burst. The titanium pipe ignited and suddenly 40 feet of titanium pipe vaporized into a fine white powder. The burning metal reached the reactor vessel and vaporized the contents. The steam and solids escaped the reactor in a sudden release. The high pressure steam melted all the plastics and rubber in its path including the tires, shield, seating and dash of a nearby Cushman shuttle. No one was injured.
In working with the insurer to determine the cause and magnitude of the loss, we found that both pressure and flow safety interlocks were compromised. This event demonstrated the high cost associated with multiple, simultaneous failures and the value of a detailed node by node what if analysis that is part of any process safety management program.
My company was implementing a new customer relationship management system. A Senior Vice-President was rolling out the implementation requirements and casually mentioned that each regional manager was responsible for validating all the data in the rollover within 8 weeks so that the senior management could produce a sales forecast with a touch of a button.
I knew that at any one time, I had more than 15 divisions with an average of 2000 inquiries from my region in the pipeline. Prior to the meeting, I had taken two examples that I would consider normal and edited the record so that it would include the additional information the management wanted. It took me 8 minutes. 15 x 2000 x 8 was 240,000 minutes. It would take me, with the help of the product managers, 4,000 hours to complete. I was one of 6 regions. The entire conversion would be 48,000 hours. It would take an effort of 3,000 hours a week to accomplish, or 500 hours a week for each regional manager to meet the deadline.
I carefully asked if they could demonstrate real-time the record validation process. Clearly irritated with the question, they proceeded – it took 12 minutes.
My boss intervened in the meeting at that point and suggested that the example he chose wasn’t representative and we could move on in the agenda. Later, at dinner, he said that he had to intervene because I became the only thing between the SVP and his six-figure bonus.
My company was under contract to design and construct multiple overseas facilities for the military. Because the work was within an area of occupation, my company had been awarded a design fee that many times what the design fee would be in the States. My team had to be really resourceful to get all the drawings completed. We were able to cut design time by setting up a 2 am architectural and structural model synchronization of folders in three offices (this was the 2000’s when that was novel). We also were able to standardize a lot of drawing details and specifications. I had two other projects, water treatment plant design projects with an estimated constructed cost of $55 million. I worked as much as I could but we were all at 60 hours and I had three major projects.
Some time later, a U.S. Marshal came with a search warrant for my original timesheets and those of the design team (it was paper and ink then). More time passed. One day we received an urgent order from legal to complete mandatory time sheet training. All employees had to comply within a short period of time. Those who did not would be terminated. Questions in the final test included:
You worked 4 hours on Project A and 4 hours on Project B on Monday. You record on your timesheet under Monday (a) 8 hours, (b) (b) 6 hours (c) 4 hours (d) ask your project manager how many hours the project can carry or (e) none of the above.
My 20 hours a week on the military project somehow became 40 hours a week in the pay claims submitted to the United States Department of Defense. To avoid being barred from federal contracts, every last employee at the company had to complete remedial training and pledge their oath to always record time accurately and to never falsify timesheet information.
* My first visit from a United States Marshal is another story.
I was a new employee of a company that had been acquired by my former educational institution. I knew the university administration through my time as president of the student body. At my company, we had an unfortunate turn of events where a layoff occurred on the day that the vice president of sales received new Queen Anne style office furnishings were delivered. People were let go and walking out the door as the furniture was being carried in. Not the best timing.
Another round of layoffs came. This time, a vice president from the university holding company announced to the remaining employees that such extravagant furnishings have no place in a university owned company. This time, the furniture left with the sacked employees.
I happened to be at my alma mater and stopped in at the holding company offices. As I entered the room to pay my respects to the university administrator, his office had been decorated with Queen Anne furniture.
Good governance is essential to organizational stability and sustainability. Governance refers to the processes by which organizations are operated, guided and held to account. Good governance applies authority, leadership, direction and control in an organization and holds itself accountable. Good governance keeps our community, our associations, our local, state and national governments functioning soundly, inclusively, equitably, and sustainably.
There are two main components of governance, (1) measurement of the organization’s benefits to its members, advisors, customers and suppliers (stakeholders), and (2) planning improvements to the effectiveness and relevance to stakeholders. Measurement requires oversight of the conformance to the corporations Declarations and Bylaws, the performance of contractors, value of insurance, and the effectiveness of the investment of resources. Planning is a cyclical process that uses measurement, benchmarking, innovation and culminates in plan adjustments.
Governance itself adds no value. The governance has to be ‘GOOD’ in order for it to be beneficial to its stakeholders. Good governance requires both efficiency and effectiveness. Effective means doing the right things. Efficiency means doing things the right way. The complexity of governance procedures and practices varies according to the size and function of the organisation. However the principles of good governance are essential for the long term viability of the organization.
Good governance requires, (1) having defined goals, (2) transparency in decision making, (3) sound framework of procedures and policies, (4) defining roles and responsibilities, (5) strategic planning, (6) risk management, (7) legal and statutory responsibilities, (8) review and monitoring of performance, and (9) ethical standards and codes of conduct.
Good governance is very important as any organization functions in a society and good governance means giving back to society in whatever means possible (value added performance, including the intangibles). We need good governance to act well within the requirements of law, act and demonstrate that we’ve acted for the benefit of members and stakeholders. The major benefit of good governance is the organization remains viable and sustainable and does not allow most of their products to fall behind industry or community standards in the product/service lifecycle curve. Good governance offers security to all stakeholders.